 |
www.elektronik.si
Forum o elektrotehniki in računalništvu
|
| Poglej prejšnjo temo :: Poglej naslednjo temo |
| Avtor |
Sporočilo |
napetost
Član



Pridružen-a: Pet 29 Dec 2006 19:52
Prispevkov: 884
Aktiv.: 4.20
Kraj: koroška
|
 Objavljeno: Pet Sep 24, 2010 7:56 pm Naslov sporočila: Objavljeno: Pet Sep 24, 2010 7:56 pm Naslov sporočila: |
 |
|
Mehansko stvar na Z osi lepo teče, pa tudi lufta ni sem poskušal premikati os gor in dol pa ni bilo odstopanja. Koračnikov ne uporabljam, ampak servo, z dajalnikom za povratno vezavo, tako da koraki so morali biti izvršeni. Špendl se pa tudi ni zagrel od motorčka, ker je prenos med motorčkom in špendlom preko zobatega jermena. G koda pa obsega 869759 vrstic. 90% teh vrstic vklučuje premik Z osi.
Bom jutri spisal G kodo kjer se bo recimo Z os 5000 dvignila in spustila pa bom zmeril odstopanje.
_________________
lp
Janez1322@gmail.com
Nazadnje urejal/a napetost Sob Sep 25, 2010 9:12 pm; skupaj popravljeno 2 krat |
|
| Nazaj na vrh |
|
 |
qwertzui
Član
Pridružen-a: Pon 11 Maj 2009 9:38
Prispevkov: 434
Aktiv.: 2.39
Kraj: Velenje
|
| Objavljeno: Pet Sep 24, 2010 7:57 pm Naslov sporočila: |
|
|
To se vidi zaradi spremembe po z osi, se vidi tudi pri meni, na takšnih ostrih višinskih prehodih. Zanimivo, da se vidi pri tako malem koraku. Jaz ne rezkam nikoli z manj k 0,3mm večinoma pa 0,4.
Če boš dal 1x po x in 1x po y osi, le teh prehodov ne bo.
|
|
| Nazaj na vrh |
|
|
napetost
Član
Pridružen-a: Pet 29 Dec 2006 19:52
Prispevkov: 884
Aktiv.: 4.20
Kraj: koroška
|
| Objavljeno: Pet Sep 24, 2010 10:23 pm Naslov sporočila: |
|
|
qwertzui
Tvoj predlog bom lahko preizkusil šele takrat ko bom odpravil težavo zamika Z osi.
Kakšne rezkarje pa ti uporabljaš, in kakšne hitrosti rezkanja?
_________________
lp
Janez1322@gmail.com |
|
| Nazaj na vrh |
|
|
stane
Član
Pridružen-a: Tor 17 Apr 2007 21:19
Prispevkov: 1273
Aktiv.: 6.15
Kraj: Rače
|
| Objavljeno: Sob Sep 25, 2010 8:04 am Naslov sporočila: |
|
|
Kako pa se ti pojavi zamik po Z osi?
Je to vidno na reliefu?
Sam imam popolnoma enako težavo. Razlika je v tem, da imam koračne motorje.
Zamik pa se pojavi samo pri 3D. Torej takrat, ko istočasno delujat dve osi.
2D deluje brez težav. Napaka pa je na reliefu kar precej opazna. Na reliefu se vidi
kot stopnica. Izguba koraka ali karkoli že je pa se pojavi čisto naključno in včasih
komaj po eni uri. Sem že odprl temo o tej težavi. Delno sem zadevo rešil. Računalnik sem imel postavljen v samem stroju in je verjetno preveliko
magnetno polje povzročalo motnje. LPT kabel je bil dolg 50cm, sedaj pa sem računalnik prestavil na mizo in je kabel dolg 3m, motenj pa ni.
Najprej sem na z os namontiral pomično merilo, da sem lažje spremljal zadevo.
Potem sem na z os dodal plinsko vzmet . Rešitve pa še vedno nimam.
Mislim, da je napako povzročajo nastavitve. Motor enostavno ne sledi drugemu motorju.
Upam, da ti bo napisano kaj koristilo.
|
|
| Nazaj na vrh |
|
|
dingo
Član

Pridružen-a: Sob 03 Dec 2005 21:52
Prispevkov: 274
Aktiv.: 1.23
Kraj: Velenje
|
| Objavljeno: Sob Sep 25, 2010 10:20 am Naslov sporočila: |
|
|
Glede takšnega izgubljanja korakov, kot ga opisujete je možno več dejavnikov.
Napačne nastavitve v Mach programu,motnje na lpt portu,motnje zaradi velikih tokov blizu lpt porta ali kabla,...
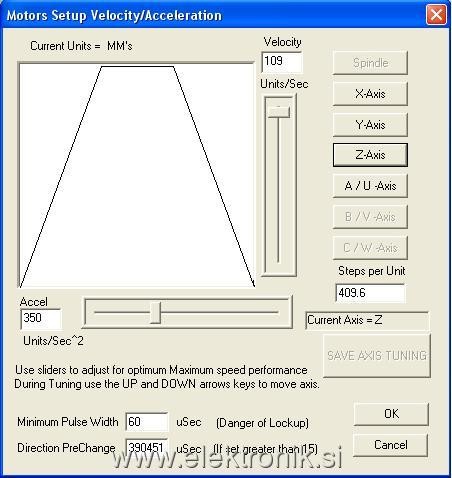
Najverjetneje pa je napačno nastavljen Mach.V nastavitvah za motor tuning imaš nastavitve za dolžino pulza.Za koračne motorje mach 2 imam step-15 dir-5.V mach3 imam pa step-0 dir-5.Servo uhu mach2 step-1 ,dir-1.
Glede dolžine pulzov je za vsak tip elektronike lahko drugače.
Malo se še s tem poigrajte.
Tudi z nastavitvami za backlash lahko pride do izgubljanja korakov, zato ga izklopite,sploh če imate kroglična vretena.
Lp Blaž
_________________
Vedno me kaj zanima.... |
|
| Nazaj na vrh |
|
|
stane
Član
Pridružen-a: Tor 17 Apr 2007 21:19
Prispevkov: 1273
Aktiv.: 6.15
Kraj: Rače
|
| Objavljeno: Sob Sep 25, 2010 10:59 am Naslov sporočila: |
|
|
Najprej hvala za odgovor!
| Citiram: |
| Najverjetneje pa je napačno nastavljen Mach. |
Jaz sem vse ostalo že izključil. Kot sem že napisal, motnje mi je povzročalo
magnetno polje toroidov. Računalnik sem imel čisto blizu krmilja in treh toroidov
po 150W. Ko sem računalnik prestavil se je slika na monitorju izboljšala in motnje
so izginile.
Hvala za primer nastavitev.
|
|
| Nazaj na vrh |
|
|
napetost
Član
Pridružen-a: Pet 29 Dec 2006 19:52
Prispevkov: 884
Aktiv.: 4.20
Kraj: koroška
|
| Objavljeno: Sob Sep 25, 2010 5:32 pm Naslov sporočila: |
|
|
Sem izklopil backslash, nastavitve v tuning motorjev pa so takšne kot je predlagal dingo.
Na Z os sem montiral uro in spisal program kjer je Z os iz 10 prestavilo na 15mm, torej 1000 cikov oziroma 2000 premikov. Po končanih ciklih se Z os vrnila v izhodišče. Merilna ura ni pokazala odstopanja, bilo je v stotinki.
Potem sem še enkrat štartal "sončka" in p končanem šropanju je bilo zopet dober milimeter razlike v višini. Sem pregledal program in naštel 32862 premikov Z osi.
Sedaj pa res ne vem kako dalje. Za enkoderje imam uporabljene opletene kable, za motorčke pa navadne. Tudi Za "kres" je navaden kabel. Bi bilo potrebno še te kable zamenjati.
Bi bilo kaj boljše če bi dajalnike montiral na vretena.
Prilagam še sončka.
| Opis: |
|

Download |
| Ime datoteke: |
sonček.3.rar |
| Velikost datoteke: |
2.48 MB |
| Downloadano: |
26 krat |
_________________
lp
Janez1322@gmail.com |
|
| Nazaj na vrh |
|
|
qwertzui
Član
Pridružen-a: Pon 11 Maj 2009 9:38
Prispevkov: 434
Aktiv.: 2.39
Kraj: Velenje
|
| Objavljeno: Sob Sep 25, 2010 5:38 pm Naslov sporočila: |
|
|
| napetost je napisal/a: |
qwertzui
Tvoj predlog bom lahko preizkusil šele takrat ko bom odpravil težavo zamika Z osi.
Kakšne rezkarje pa ti uporabljaš, in kakšne hitrosti rezkanja? |
Poskusi z endmill rezkarji, tam tega ne bo, bo pa drugače manj gladek relief.
Čisto odvisno kaj delam, ter koliko se mudi.  Večinoma pa rezkar 1mm ballnose, za reliefe, če je pa večji pa 3mm. Večinoma pa rezkar 1mm ballnose, za reliefe, če je pa večji pa 3mm.
Hitrost pa med 2 in 3m/min.
LP
|
|
| Nazaj na vrh |
|
|
dingo
Član
Pridružen-a: Sob 03 Dec 2005 21:52
Prispevkov: 274
Aktiv.: 1.23
Kraj: Velenje
|
| Objavljeno: Sob Sep 25, 2010 5:48 pm Naslov sporočila: |
|
|
Poglej še v nastavitve uhu kartic z uhu.exe .Overrun števec mora biti 0.
V kolikor ni,imaš verjetno težave z motnjami ali enkoderjem.
Drugače pa še probaj nastavljati različne dolžine pulza.
Lp Blaž
_________________
Vedno me kaj zanima.... |
|
| Nazaj na vrh |
|
|
stane
Član
Pridružen-a: Tor 17 Apr 2007 21:19
Prispevkov: 1273
Aktiv.: 6.15
Kraj: Rače
|
| Objavljeno: Sob Sep 25, 2010 7:04 pm Naslov sporočila: |
|
|
Če bi dobro prečital moje poste nebi rabil testirat z osi.
Napaka se tudi pri meni pojavi samo v 3D.
Sama z os deluje kot mora.
Motnje na LPT portu za CNC
|
|
| Nazaj na vrh |
|
|
qwertzui
Član
Pridružen-a: Pon 11 Maj 2009 9:38
Prispevkov: 434
Aktiv.: 2.39
Kraj: Velenje
|
| Objavljeno: Sob Sep 25, 2010 8:14 pm Naslov sporočila: |
|
|
To kar je na sliki ni motnja delovanja, ampak je napaka zaradi samega rezkanja.
V kolikor pa izgublja korake je pa to druga stvar.
Po mojem mnenju se to pojavi zaradi pospeškov, ker ko mora mašina spremenit z os za par mm in prišiba po ravnem z veliko brzino, z os dvigne nekoliko prej kot pride do samega prehoda. (Constant velocity) Ko gre pa iz druge strani pa gre bolj počasi in gre po z osi tako kot mora, zato vsako drugo "vrstico" malce zgoljufa.
Če pa so pospeški večji in toleranca skoraj na nuli, se to nebi smelo dogajati.
Drugače pa tudi meni niso delovali pomiki ok ko sem peljal 2 osi hkrati.
Sem potem step pulse in dir pulse prestavil, pa je bilo ok.
Step in dir naj ne bi bila nastavljena na 0.
Sam sem nastavil prvi na 2 drugi na 4. Ne vem točno kateri je prvi napisan.
Nazadnje urejal/a qwertzui Sob Sep 25, 2010 8:19 pm; skupaj popravljeno 1 krat |
|
| Nazaj na vrh |
|
|
toplakd
Član
Pridružen-a: Pon 12 Jul 2010 23:12
Prispevkov: 593
Aktiv.: 3.54
Kraj: Benedikt
|
| Objavljeno: Sob Sep 25, 2010 8:17 pm Naslov sporočila: |
|
|
Pri testni izrez tovornjaka.
Jutri ponovno s popravki in kolesi.

|
|
| Nazaj na vrh |
|
|
qwertzui
Član
Pridružen-a: Pon 11 Maj 2009 9:38
Prispevkov: 434
Aktiv.: 2.39
Kraj: Velenje
|
| Objavljeno: Sob Sep 25, 2010 8:23 pm Naslov sporočila: |
|
|
| toplakd je napisal/a: |
Pri testni izrez tovornjaka.
Jutri ponovno s popravki in kolesi.
|
LEpo, sam imam kar nekaj teh sestavljank, sem 1x imel čas pa sem si jih povlekel iz strani cnc zone. Bi zrezkal, samo kaj ko je toliko koncev, da ne bom znal sestavit.
|
|
| Nazaj na vrh |
|
|
napetost
Član
Pridružen-a: Pet 29 Dec 2006 19:52
Prispevkov: 884
Aktiv.: 4.20
Kraj: koroška
|
| Objavljeno: Sob Sep 25, 2010 9:08 pm Naslov sporočila: |
|
|
Sem še enkrat pregledal motortunig, pa se mi neke številke malo čudne zdijo. Prilagam slikco.
Drugače pa moja napaka ni takšna kot pri Stanetu. Če sem prav razumel njemu naenkrat poglobi relief. Pri meni preskoka ni videt, ampak se napaka linearno povečuje.
V uhu nastavitve pa nekako ne pridem. Izpiše mi samo verzijo in procesor OK.
kaj drugega pa ne vidim.
| Opis: |
|
| Velikost datoteke: |
39.05 KB |
| Pogledana: |
3 krat |
|
_________________
lp
Janez1322@gmail.com |
|
| Nazaj na vrh |
|
|
Raptor
Član

Pridružen-a: Sob 22 Mar 2008 14:20
Prispevkov: 533
Aktiv.: 2.72
Kraj: Ravne na Koroškem/Maribor
|
| Objavljeno: Sob Sep 25, 2010 9:42 pm Naslov sporočila: |
|
|
Če ti izpiše verzijo in ostalo potem je povezano s kartico. Za pregled paramterov vpišeš # (in enter). Da vidiš kje se nahaja motor pa vpišeš Z. Ko boš nastavil v machu Z os na 0 stisni reset gumb na krmilniku, da bo tudi števec korakov na 0. Po koncu rezkanja pa pošlji Z os zopet na 0 in poglej z ukazom "Z" števec korakov serva. Mora biti na 0.
"Z" je število korakov, ker imaš Nemške UHU čipe.
http://www.uhu-servo.de/servo_de/UHU_Servo_Controller_300_de.pdf
|
|
| Nazaj na vrh |
|
|
|
|
Ne, ne moreš dodajati novih tem v tem forumu
Ne, ne moreš odgovarjati na teme v tem forumu
Ne, ne moreš urejati svojih prispevkov v tem forumu
Ne, ne moreš brisati svojih prispevkov v tem forumu
Ne ne moreš glasovati v anketi v tem forumu
Ne, ne moreš pripeti datotek v tem forumu
Ne, ne moreš povleči datotek v tem forumu
|
Uptime: 69 dni
Powered by phpBB © 2001, 2005 phpBB Group
|


