 |
www.elektronik.si
Forum o elektrotehniki in računalništvu
|
| Poglej prejšnjo temo :: Poglej naslednjo temo |
| Avtor |
Sporočilo |
S53DZ
Član



Pridružen-a: Čet 28 Apr 2011 9:27
Prispevkov: 951
Aktiv.: 5.50
Kraj: Ljubljana
|
 Objavljeno: Čet Apr 30, 2015 11:24 am Naslov sporočila: Objavljeno: Čet Apr 30, 2015 11:24 am Naslov sporočila: |
 |
|
@ galjotj,
o pull up/dn uporih sem našel samo tole (v spruh73l.pdf):
9.2.2.2 Pull Selection
There is no automatic gating control to ensure that internal weak pull- down/pull up resistors on a pad are
disconnected whenever the pad is configured as output. If a pad is always configured in output mode, it is
recommended for user software to disable any internal pull resistor tied to it, to avoid unnecessary
consumption. ...
V primeru pinov za zunanji kvarc govori o 10k in 20k uporih. Morda so vsi taki.
@trot,
veliko bolj vesel bi bil že narejenega driverja s polnim dostopom do podatkov pri dovolj veliki hitrosti (20ms za cel zaslon? pri tem, da je originalni clk pike 10 MHz).
Ko naložiš .bin v PRU moraš povedati za kateri PRU gre 0 ali 1.
|
|
| Nazaj na vrh |
|
 |
trot
Član

Pridružen-a: Čet 18 Jan 2007 20:25
Prispevkov: 1282
Aktiv.: 5.70
Kraj: glej fogl
|
| Objavljeno: Čet Apr 30, 2015 2:33 pm Naslov sporočila: |
|
|
Saj za neke lcd-je že imaš driver, za BB-View že obstaja, imaš tudi image kjer je že skompajlan v kernel. Zakaj ne zamenjaš LCD za nekaj za kar že obstaja ali to ni dovolj dobro?
Jaz bi rad preveril, ali BB-view LCD driver uporablja PRU in katerega Ni pa mi jasno kako naj to preverim? Enako za LinuxCNC.
_________________
lp, Klemen |
|
| Nazaj na vrh |
|
|
S53DZ
Član
Pridružen-a: Čet 28 Apr 2011 9:27
Prispevkov: 951
Aktiv.: 5.50
Kraj: Ljubljana
|
| Objavljeno: Čet Apr 30, 2015 3:14 pm Naslov sporočila: |
|
|
Za 4,3" sem našel tule pod HDMI pini:
http://beagleboard.org/support/bone101
DOPOLNILO:
Kjer se vidi, da HDMI (za 4D-cape-43) uporablja PRU 1.
|
|
| Nazaj na vrh |
|
|
galjotj
Član

Pridružen-a: Pet 02 Nov 2012 15:08
Prispevkov: 231
Aktiv.: 1.50
Kraj: Zgornji Brnik
|
| Objavljeno: Čet Apr 30, 2015 11:45 pm Naslov sporočila: |
|
|
@S53DZ, pri Malini sem zasledil, da ima nazivno interni pullup 50k, vendar gre bojda za tako nelinearno upornost, da je to v praksi med 40k-90k.
Verjetno gre pri BBB za vrednosti podobnega ranga.
Glede na nekatere primere in priporočila, sem na "cape" nalotal še dodatne pullupe vrednosti 1k in vse sedaj deluje BP, vendar pa še nisem testiral z vklopljenim špindlom.
Sedaj nastavljanje Z-osi s Probe sondo deluje BP  . .
Če bo špindel "preveč šprical", bo pa treba poseči po bolj drastičnih ukrepih...
LP
Janez
_________________
Pa sam programirat sem hotu! |
|
| Nazaj na vrh |
|
|
S53DZ
Član
Pridružen-a: Čet 28 Apr 2011 9:27
Prispevkov: 951
Aktiv.: 5.50
Kraj: Ljubljana
|
| Objavljeno: Pet Maj 01, 2015 9:47 am Naslov sporočila: |
|
|
Podatek o pull-up in pull-down lahko najdeš v podatkovnem listu iz "leakage current" pri izključenem vhodu in vključenem pull (up/down). Na primer stran 88.
Input leakage current, Receiver disabled, pullup enabled: -240 -80 μA
Input leakage current, Receiver disabled, pulldown enabled: 80 240 μA
Našel sem tudi TI odgovor, ki to potrjuje:
https://e2e.ti.com/support/arm/sitara_arm/f/791/t/243925
| Opis: |
|

Download |
| Ime datoteke: |
am3352-404331.pdf |
| Velikost datoteke: |
2.99 MB |
| Downloadano: |
1 krat |
|
|
| Nazaj na vrh |
|
|
galjotj
Član
Pridružen-a: Pet 02 Nov 2012 15:08
Prispevkov: 231
Aktiv.: 1.50
Kraj: Zgornji Brnik
|
| Objavljeno: Pet Maj 01, 2015 1:45 pm Naslov sporočila: |
|
|
@S53DZ, upam, da bodo 1k pullup upori zadostovali, ker motnje so v CNC svetu kar problem  . .
@trot, sem iz linkov tvojega posta razbral, da je treba modul (linuxcnc-huanyang-vfd-emc2) nekako prevesti, ter potem vse vnesti v LinuxCNC konfiguracijo.
Kar se tiče fizičnega RS-485, je ideja direktno nalotati npr. en 75176 na BBB pina.
Vendar, ker ne najdem kakšnega konkrtenega zanesljivega primera, bom uporabil kar preizkušen USB-RS485 vmestnik in še to verjetno na x86 platformi.
Tako bi se znebil prevečim neznankam, saj glede na razpravo na http://www.cnczone.com/forums/phase-converters/91847-huanyang-vfd-rs485-modbus-3.html#post704008http://www.cnczone.com/forums/phase-converters/91847-huanyang-vfd-rs485-modbus-3.html#post704008 tudi omenjeni modul ni povsem idealen.
LP
Janez
_________________
Pa sam programirat sem hotu! |
|
| Nazaj na vrh |
|
|
S53DZ
Član
Pridružen-a: Čet 28 Apr 2011 9:27
Prispevkov: 951
Aktiv.: 5.50
Kraj: Ljubljana
|
| Objavljeno: Pet Maj 01, 2015 9:40 pm Naslov sporočila: |
|
|
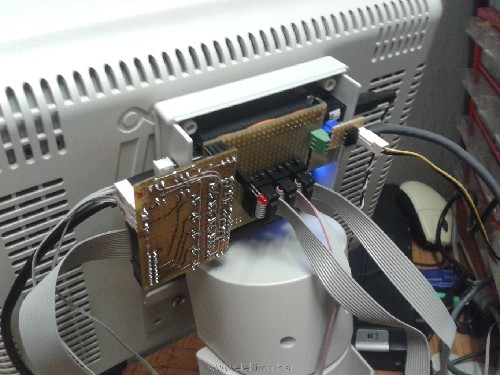
Takole mi je uspelo pripraviti enostavni testni izpis premice na 4D 4,3" LCD.
Timing sync signalov za ta LCD je kritičen. Bolj kot pomanjkljivi podatki z neta je pomagalo merjenje originalnih signalov BBB za ta zaslon.
DOPOLNILO:
Izmerjeni originalni podatki za 4DCAPE-43 na BBB:
PCLK = 10 MHz
širina VSync = 580us, Tvs = 17ms
širina HSync = 0,55us, Ths = 58us
zakasnitev HS do ENABLE = 4,7us
In deluje. Za spodbudo pri nadaljevanju projekta.
Za LCD uporabljam pine iz PRU-1.
272 x 480 pik
pclk = 7MHz
Ts = 21ms
| Opis: |
|
| Velikost datoteke: |
78.25 KB |
| Pogledana: |
2 krat |

|
Nazadnje urejal/a S53DZ Pon Maj 04, 2015 9:00 pm; skupaj popravljeno 2 krat |
|
| Nazaj na vrh |
|
|
trot
Član
Pridružen-a: Čet 18 Jan 2007 20:25
Prispevkov: 1282
Aktiv.: 5.70
Kraj: glej fogl
|
| Objavljeno: Sob Maj 02, 2015 3:57 pm Naslov sporočila: |
|
|
| galjotj je napisal/a: |
| @trot, sem iz linkov tvojega posta razbral, da je treba modul (linuxcnc-huanyang-vfd-emc2) nekako prevesti, ter potem vse vnesti v LinuxCNC konfiguracijo. |
Nic ti ni treba nekako prevesti. Napisat moras svoj samostojen python modul, ki ima dolocene pine dostopne znotraj HALa. Tam na dnu tistega linka imas ta python modul.
Znotraj HALa nalozis ta modul (se prej ga skopiras v /home/linuxcnc/linuxcnc/bin):
loadusr tvoj_python_modul
in tako imas dostopne vse signale, ki si jih definiral v modulu. Za funkcionalnost pa potem poskrbis znotraj HAL.
Ampak jaz na tvojem mestu ne bi kompliciral za modbusom, ampak bi naredil tvoj_python_modul.py nekako tako (nisem specialist za pytho, tako da je lahko kaka sintaksicna napaka):
| Koda: |
import time, sys, struct
import hal
import glob
import rs232-bos_preveril
h = hal.component(tvoj_python_modul")
h.newpin("onoff", hal.HAL_BIT, hal.HAL_IN)
h.newpin("spindleRPM", hal.HAL_U32, hal.HAL_IN)
h.ready()
try:
while 1:
if(old_onoff != onoff):
rs232("poslji fiksen string za vklop/izklop motorja")
elif(old_spindleRPM != spindleRPM):
if(spindleRPM > 10000):
rs232("poslji fiksen string za velike vrtljaje")
elif(spindleRPM > 5000):
rs232("poslji fiksen string za srednje vrtljaje")
elif(spindleRPM > 1000):
rs232("poslji fiksen string za majhne vrtljaje")
old_onoff = onoff
old_spindleRPM=spindleRPM
time.sleep(1)
|
Ne vem točno kaksne probleme imas v mislih, amapak meni je usb-rs232 konverter delal BP. Najbrz dela pa tudi rs232, ki gi ima BBB, nisem pa preveril.
Kaj moras poslat bos pa preveril v datasheetu od tvojega frekvenčnika...
_________________
lp, Klemen |
|
| Nazaj na vrh |
|
|
galjotj
Član
Pridružen-a: Pet 02 Nov 2012 15:08
Prispevkov: 231
Aktiv.: 1.50
Kraj: Zgornji Brnik
|
| Objavljeno: Ned Maj 03, 2015 11:11 am Naslov sporočila: |
|
|
Vzrok, zakaj se držim že narejenega v primeru RS485/ModBus, je v tem, da bo moje osvajanje python-a pač enkrat v bodočnosti prišlo na vrsto  . .
Je pa tudi sicer RS485/ModBus trenutno na čakanju, ker so se pojavile pričakovane težave z motnjami .
Čim mi je špindel/VFD uspelo vklapljati preko optokoplerja, so limitna stikala začela javljati "fantomske" vklope  -žice so dolge kakšen meter in neoklopljene. -žice so dolge kakšen meter in neoklopljene.
Rezkam lahko le tako, da pred zagonom špindla, izštekam konektor limitnih stikal iz BBB ter umaknem Probe sondo čim dlje proč.
Tako nameravam vse vhode povezati z BBB preko optokoplerjev ter zvišati napetost na stikalih na vsaj 10V - kitajski LPT vmestnik uporablja 10V, VFD pa kar 24V.
Upam, da bo potem problem bolj obvladljiv...
@trot, kateri python modul iz katerega linka si točno mislil v prejšnjem postu?
LP
Janez
| Opis: |
|
| Velikost datoteke: |
953.03 KB |
| Pogledana: |
2 krat |

|
| Opis: |
|
| Velikost datoteke: |
885.81 KB |
| Pogledana: |
0 krat |

|
| Opis: |
|
| Velikost datoteke: |
916.29 KB |
| Pogledana: |
7 krat |

|
_________________
Pa sam programirat sem hotu! |
|
| Nazaj na vrh |
|
|
trot
Član
Pridružen-a: Čet 18 Jan 2007 20:25
Prispevkov: 1282
Aktiv.: 5.70
Kraj: glej fogl
|
| Objavljeno: Pon Maj 04, 2015 11:24 am Naslov sporočila: |
|
|
| galjotj je napisal/a: |
| @trot, kateri python modul iz katerega linka si točno mislil v prejšnjem postu? |
tale
_________________
lp, Klemen |
|
| Nazaj na vrh |
|
|
galjotj
Član
Pridružen-a: Pet 02 Nov 2012 15:08
Prispevkov: 231
Aktiv.: 1.50
Kraj: Zgornji Brnik
|
| Objavljeno: Pon Maj 04, 2015 11:01 pm Naslov sporočila: |
|
|
Tole gre nekako za "trojni" NFX9000 VFD (spindle, coolant in hydraulics) in obstajata modula tako v python kot tudi v c obliki, če prav sklepam.
Bo moralo pa to še malo počakati, ker se ukvarjam z odpravo težav, ki so posledica motenj, katere seva špindel.
Sicer sem pa z delovanjem LinuxCNC-ja, v smislu pravilnosti interpretacije g-kode, izjemno zadovoljen\ /. /.
Deluje tudi "Autoleveller" oziroma "Warp", kjer s probe sondo g-koda ugotovi "valovitost" površine, kar pride prav pri rezkanju tiskanega vezja. Prav pri tej funkciji se mi je namreč usodno zataknilo pri PoKeys kontrolerju .
Hvala in LP
Janez
_________________
Pa sam programirat sem hotu! |
|
| Nazaj na vrh |
|
|
galjotj
Član
Pridružen-a: Pet 02 Nov 2012 15:08
Prispevkov: 231
Aktiv.: 1.50
Kraj: Zgornji Brnik
|
| Objavljeno: Pet Maj 08, 2015 10:45 pm Naslov sporočila: |
|
|
Prilagam shemi dveh vezij.
Eno je namenjeno preprostemu varnemu vklapljanju Huanyang VFD-ja, ki ima sicer napetost 24V.
Drugo pa je vezje za preprečevanje fantomskega vklapljanja limitnih stikal, eStopa in Probe sonde zaradi motenj delujočega špindla.
Zaenkrat sem preizkusil Probre sondo in z njim lahko navijem neoklopljen kabel okrogi delujočega špindla, pa ne pride do vklopa.
Prej je vklapljalo, če je bil kabel manj kot pol metra oddaljen od špindla.
Precej konzervativno so uporabljeni optokoplerji, ki zaustavijo motnje in ščitijo 3.3V CPU vhode.
Prosim za dobronamerno kritiko in eventualne predloge glede teh vezij.
Opomba:Nobenih kablov limitnih stikal ne nameravam imeti oklopljenih.
Janez
| Opis: |
|
| Velikost datoteke: |
28.64 KB |
| Pogledana: |
32 krat |

|
| Opis: |
|
| Velikost datoteke: |
33.39 KB |
| Pogledana: |
20 krat |

|
_________________
Pa sam programirat sem hotu! |
|
| Nazaj na vrh |
|
|
galjotj
Član
Pridružen-a: Pet 02 Nov 2012 15:08
Prispevkov: 231
Aktiv.: 1.50
Kraj: Zgornji Brnik
|
| Objavljeno: Tor Maj 12, 2015 11:29 pm Naslov sporočila: |
|
|
BBB CNC Hardware deluje po priključitvi optokoplerjev zaenkrat povsem brez problemov.
Špindel tako ne moti več, z neoklopljenimi kabli, povezanih stikal.
Programski vklop in izklop špindla pa tudi deluje BP in je tako CNC povsem operativen .
Manjka pa še "pika na i" in sicer RS485 krmiljenje VFD/Špindla.
Tako sem se kar na x86 platformi testno lotil prevajati C kodo iz linuxcnc-huanyang-vfd-emc2.zip, kjer je potrebno dobiti modul hy_vfd.
Težava je bila v imenih emc2->LinuxCNC, a je nekako šlo.
Potem sem lotil še BBB in ugotovil, da na starejšem image-u bone-debian-7.8-machinekit-armhf-2015-02-01-4gb.img ni inštalirane -dev izvorne kode.
Inštaliral sem z
| Koda: |
| sudo apt-get install machinekit-dev |
in prevajanje se je izvedlo.
Žal pa potem ni več deloval LinuxCNC, oziroma je sredi nalaganja kar "poniknil". Povsod pa je bila tudi nova grafična podoba "Machinekit" namesto LinuxCNC.
Naložil sem potem majnovejši image, kjer pa tudi razvita naša BBBMillCNC konfiguracija ne deluje, a če naložim na stari image pa dela BP.
Očitno se je poleg grafične podobe spremenilo še kaj .
Moram preizkusiti prevedeni modul hy_vfd ali pa bo python "pel".
Prilagam pa tudi BBBMillCNC konfiguracijo, če kdo uspe ugotoviti, zakaj ne deluje na novih image-ih.
Opomba: obvezno je potrebno predhodno prevesti device tree s
| Opis: |
|
| Velikost datoteke: |
907.3 KB |
| Pogledana: |
0 krat |
|
| Opis: |
|
| Velikost datoteke: |
1011.38 KB |
| Pogledana: |
0 krat |

|
| Opis: |
|
Download |
| Ime datoteke: |
ARM.BeagleBone.BBBMillCNC.zip |
| Velikost datoteke: |
31.18 KB |
| Downloadano: |
0 krat |
_________________
Pa sam programirat sem hotu! |
|
| Nazaj na vrh |
|
|
Vinkel
Član

Pridružen-a: Čet 15 Maj 2008 16:55
Prispevkov: 237
Aktiv.: 1.14
Kraj: Ljubljana
|
| Objavljeno: Sre Maj 13, 2015 12:36 pm Naslov sporočila: |
|
|
Galjotj bi bil pripravljen napisati nek rezime kaj vse nastaviti in kako konfigurirati BBB za LinuxCNC? Bi znalo zanimati še koga..
_________________
Zbiram staro optiko. |
|
| Nazaj na vrh |
|
|
galjotj
Član
Pridružen-a: Pet 02 Nov 2012 15:08
Prispevkov: 231
Aktiv.: 1.50
Kraj: Zgornji Brnik
|
| Objavljeno: Sre Maj 13, 2015 6:54 pm Naslov sporočila: |
|
|
Hja , "rezime" bo kar tale cela tema..... 
V mojem zadnjem postu je objavljen trenutni rezultat @trota, @S53DZa in moje malenkosti, z opisom trenutnih težav in nadalnjimi načrti.
Mislim, da imate zainteresirani dovolj podatkov, da se priključite temi ter tudi prispevate kaj vanjo in bi tako skupaj lažje prišli do končnega rezultata  . .
Stvar ni zelo težka, vendar tudi čisto enostavna ni in če so kakšne nejasnosti, kar z vprašanji na dan.
Torej kar pogumno......
LP
Janez
_________________
Pa sam programirat sem hotu! |
|
| Nazaj na vrh |
|
|
|
|
Ne, ne moreš dodajati novih tem v tem forumu
Ne, ne moreš odgovarjati na teme v tem forumu
Ne, ne moreš urejati svojih prispevkov v tem forumu
Ne, ne moreš brisati svojih prispevkov v tem forumu
Ne ne moreš glasovati v anketi v tem forumu
Ne, ne moreš pripeti datotek v tem forumu
Ne, ne moreš povleči datotek v tem forumu
|
Uptime: 9 dni
Powered by phpBB © 2001, 2005 phpBB Group
|


