| Poglej prejšnjo temo :: Poglej naslednjo temo |
| Avtor |
Sporočilo |
japina
Član


Pridružen-a: Čet 02 Jun 2011 15:30
Prispevkov: 90
Aktiv.: 0.53
Kraj: Šentrupert na Dolenjskem
|
 Objavljeno: Ned Nov 16, 2014 1:06 am Naslov sporočila: CNC polkrožni utor v štirioglati palici Objavljeno: Ned Nov 16, 2014 1:06 am Naslov sporočila: CNC polkrožni utor v štirioglati palici |
 |
|
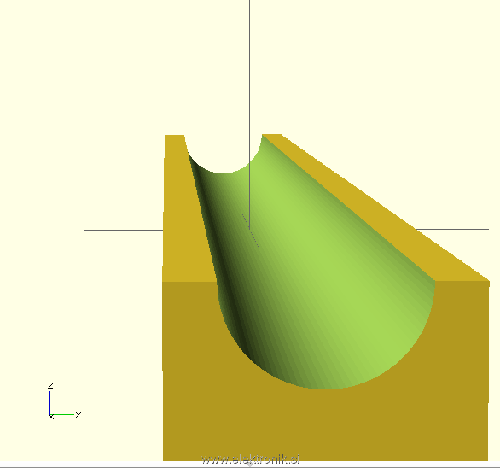
V leseni palici bi želel vzdolžno izrezati pokrožni utor. Ker mi risanje ne gre najbolje od rok sem obliko pripravil kar programsko s programom OpenSCAD.
Izvoz v DXF da le 2D obliko, tako da sem izvozil v STL in datoteko uvozil v SketchUp in na koncu izvozil v DXF.
DXF datoteko sem na koncu uvozil v CNC USB Controller, vendar mi ne uspe dobiti g code, ki bi bila primerna za izrez utora.
Se je kdo ukvarjal s tem in ima kak nasvet?
|
|
| Nazaj na vrh |
|
 |
.
Neznanec

Pridružen-a: Pet 01 Okt 2004 1:17
Prispevkov: 1
Aktiv.: 0.00
|
| Objavljeno: Ned Nov 16, 2014 9:36 am Naslov sporočila: |
|
|
| Brisana vsebina odstranjenega uporabnika.
|
|
| Nazaj na vrh |
|
|
japina
Član
Pridružen-a: Čet 02 Jun 2011 15:30
Prispevkov: 90
Aktiv.: 0.53
Kraj: Šentrupert na Dolenjskem
|
|
| Nazaj na vrh |
|
|
.
Neznanec
Pridružen-a: Pet 01 Okt 2004 1:17
Prispevkov: 1
Aktiv.: 0.00
|
| Objavljeno: Ned Nov 16, 2014 10:56 am Naslov sporočila: |
|
|
| Brisana vsebina odstranjenega uporabnika.
|
|
| Nazaj na vrh |
|
|
japina
Član
Pridružen-a: Čet 02 Jun 2011 15:30
Prispevkov: 90
Aktiv.: 0.53
Kraj: Šentrupert na Dolenjskem
|
| Objavljeno: Ned Nov 16, 2014 11:05 am Naslov sporočila: |
|
|
OK. Hvala.
Sem ravno začel razmišljati, da napišem kar preprosto skripto, ki mi bo zgenerirala g-codo glede na potrebne dimenzije.
|
|
| Nazaj na vrh |
|
|
.
Neznanec
Pridružen-a: Pet 01 Okt 2004 1:17
Prispevkov: 1
Aktiv.: 0.00
|
| Objavljeno: Ned Nov 16, 2014 11:08 am Naslov sporočila: |
|
|
| Brisana vsebina odstranjenega uporabnika.
|
|
| Nazaj na vrh |
|
|
japina
Član
Pridružen-a: Čet 02 Jun 2011 15:30
Prispevkov: 90
Aktiv.: 0.53
Kraj: Šentrupert na Dolenjskem
|
| Objavljeno: Ned Nov 16, 2014 11:33 am Naslov sporočila: |
|
|
Misliš tako, da postavim palico pokonci?
Si prav predstavljam?
EDIT:
Ah, sem pogruntal ... ni pokonci 
|
|
| Nazaj na vrh |
|
|
.
Neznanec
Pridružen-a: Pet 01 Okt 2004 1:17
Prispevkov: 1
Aktiv.: 0.00
|
| Objavljeno: Ned Nov 16, 2014 2:35 pm Naslov sporočila: |
|
|
| Brisana vsebina odstranjenega uporabnika.
|
|
| Nazaj na vrh |
|
|
blazab
Član
Pridružen-a: Čet 06 Dec 2012 10:34
Prispevkov: 46
Aktiv.: 0.30
Kraj: Novo mesto
|
| Objavljeno: Ned Nov 16, 2014 4:31 pm Naslov sporočila: |
|
|
Kolikor sem gledal koordinatni sistem bi G2 in G3 uporabil v YZ ravnini.
Kodo bi napisal nekako takole:
T1 M06
G90 G54 G17 G00 X0. Y0. (začetna pozicija rezkanja spodnji levi rob utora)
S10000 M03
G43 H01 Z2.
G01 Z0. F500
M97 P10 L100 (klic lokalnega pod programa v vrstici N10, število ponovitev 100)
G17 G00 Z50.
G53 G49 Y0.Z0. M05
M30
lokalni podprogram
N10 G91 G01 X-0.5 (0.5 mm prekritja)
G90
G19 G03 Y20. Z0. R10. (utor širok 20mm+fi rezkarja)
G91 G01 X-0.5
G90
G19 G02 Y0. Z0. R10.
M99 (vračanje v program)
|
|
| Nazaj na vrh |
|
|
japina
Član
Pridružen-a: Čet 02 Jun 2011 15:30
Prispevkov: 90
Aktiv.: 0.53
Kraj: Šentrupert na Dolenjskem
|
| Objavljeno: Ned Nov 16, 2014 8:19 pm Naslov sporočila: |
|
|
Huh... hvala ti za tole.
Sem mislil kar klasična G0 in G1 uporabiti. G2 in G3 niti ne poznam (tako iz glave).
Grem iskat opis g-code na internetu 
|
|
| Nazaj na vrh |
|
|
.
Neznanec
Pridružen-a: Pet 01 Okt 2004 1:17
Prispevkov: 1
Aktiv.: 0.00
|
| Objavljeno: Ned Nov 16, 2014 8:30 pm Naslov sporočila: |
|
|
| Brisana vsebina odstranjenega uporabnika.
|
|
| Nazaj na vrh |
|
|
|
|
Ne, ne moreš dodajati novih tem v tem forumu
Ne, ne moreš odgovarjati na teme v tem forumu
Ne, ne moreš urejati svojih prispevkov v tem forumu
Ne, ne moreš brisati svojih prispevkov v tem forumu
Ne ne moreš glasovati v anketi v tem forumu
Ne, ne moreš pripeti datotek v tem forumu
Ne, ne moreš povleči datotek v tem forumu
|