 |
www.elektronik.si
Forum o elektrotehniki in računalništvu
|
| Poglej prejšnjo temo :: Poglej naslednjo temo |
| Avtor |
Sporočilo |
LoLek
Član

Pridružen-a: Sre 25 Feb 2004 12:46
Prispevkov: 343
Aktiv.: 1.45
|
 Objavljeno: Sob Okt 29, 2005 9:20 am Naslov sporočila: Merjenje pomika Objavljeno: Sob Okt 29, 2005 9:20 am Naslov sporočila: Merjenje pomika |
 |
|
Pozdravljeni!
Pri kolegu nameravam na njegovo žago za hlodovino narediti elektronsko nastavitev debeline reza. Sedaj je narejeno mehansko z uro, ki pa ima to težavo, če ne pogledaš pravokotno na uro, debelino ne nastaviš natančno. Najprej me zanima kakšen dajalnik mi priporočate za merjenje pomika (pomika se gor/dol). Nekje sem videl takšen dajalnik, ki je imel vrv navito v bobnu in v odvisnosti od dolžine vrvi je dajal povratno informacijo. Pomik bi moral meriti na mm natančno. Pomislil sem že tudi na merilno letev vendar nimam ideje kje te naprave dobiti.
Zdaj pa eno vprašanje za tiste, ki se precej ukvarjate z mikrokontrolerji. Jaz bi celotno krmiljenje naredil kar s PIC-om, zanima me, če PIC dela optimalno v bolj težkih pogojih mraz, vročina, treslaji. Zadeva mora biti toliko zanesljiva, da med rezom ne spremeni debeline reza, ker v tem primeru bi zlomilo žagin list.
Pa še to: v kakšen temp. razponu delajo lcd paneli oz. katera je tista min. temp. pri kateri se zelo upočasnijo kristali?
Veliko vprašanj... 
hvala lp
|
|
| Nazaj na vrh |
|
 |
RGorazd
Član

Pridružen-a: Čet 20 Maj 2004 15:57
Prispevkov: 1714
Aktiv.: 7.23
Kraj: Ig
|
| Objavljeno: Sob Okt 29, 2005 10:35 am Naslov sporočila: |
|
|
Živjo!
Jaz sem kolegu naredil merilni sistem z Atmelom (mega8-) ter merilno letvijo. Šlo se je samo za eno os, na 5um natančno. Zraven je stvar krmilila še en servo kontroler. Stvar ni več komplicirana, ko enkrat razumeš za kaj se gre. Če rabiš natančnost na mm, potem je merilna letev daleč predraga za to. Če so pomiki "kratki" v rangu nekaj cm, potem lahko stvar rešiš z linearnim potenciometrom in AD pretvorbo. Na istem principu delujejo merilne letve strojev za plastificiranje (starejši). Sicer so potenciometri dolgi po 0,5m in več, vendar stvar deluje. Lahko si omisliš tudi prenos, pa kak drug potenciometer uporabiš, ker natančnost na mm jo boš tako al drugače dosegel.
Kar s PICev tiče, ti bo kateri drugi majstor odgovoril, ker s PICi nisem nikoli delal. Mislim pa, da če dobro zalotaš, vibracije nebi smele povzročati težav.
Kaktera je pa min temperatura za LCDje, pa poglej v datasheet. Pozimi, ko pade temperatura pod nulo, postanejo malce "leni", vendar se napis še vedno spreminja. Tako da tam do enih -5°C bi morala stvar še delat. Stvari se lahko izogneš tako, da vgradiš LCD v eno škatlo, not pa daš en močnejši upor, ki ga pritrdiš na škatlo, da se greje.
LP Gorazd
_________________
.
._. _ _ ._. _.__. _|
[ (_](_)[ (_] /_(_]
._| |
|
| Nazaj na vrh |
|
|
Silvo
Moderator


 
Pridružen-a: Pon 24 Feb 2003 17:09
Prispevkov: 14673
Aktiv.: 61.92
Kraj: Koroška-okolica Dravograda
|
| Objavljeno: Sob Okt 29, 2005 11:05 am Naslov sporočila: |
|
|
Sam sem pred leti naredil prav nekaj takega. Uporabil sem PIC16F877. Stvar je delala takrat zadovoljivo. (ne vem pa, če tisti človek še ima tisto žago) Takrat je bila namreč v planu popolna avtomatizacija do česar pa nikoli ni prišlo. Vse skupaj sem naredil na testni plošči, tako da ni tiskanine. (program bi mogoče še našel) Zadeva je delala zelo preprosto. Ko se je odrezala prva obrezlina je bilo potrebno dati števec na "0" predhodno je bilo možno nastavit 4 ali 5 mer (se ne spomnim več točno) Ko je bila žaga v zadnjem položaju (končno stikalo) se je le ta lahko spustila za dimenzijo katera je bila shranjena pod posamezno tipko. Za meritev sem uporabil dva induktivna senzorja. (klasično induktivno stikalo). Izdelana je bila zobata matica direkt na vretenu dviganja, ki je imela deljenje (1 razdelek 0.5mm kar je več kot dovolj natančno) Motor bi sicer moral imeti zavoro, a v danem primeru je ni imel tako, da je včasih zaradi tega prišlo do razlike kakega mm kar pa za "žagarja" ni predstavljalo problema.
Omenil sem še popolno avtomatizacijo:
Bilo je predvideno popolnoma avtomatsko delovanje. Ročno bi bilo potrebna le nastavitev prvega reza ter nastavitev "programa". Za pomik transporta je bil predviden frekvenčni (pomik bi usklajevala meritev toka- top list, debelejši hlod ..)
Ko bi žaga prišla v krajni položaj bi se dvignila, se vrnila z max. brzino se na začetku hloda spustila na mero ter postopek ponovila. Žal je ostalo le pri idejah.
Mraz ne bi smel kaj posebej vplivati na PIC-e. (avtomatika za novoletni drevešček je delovala brez problema pri -30°C  ) Bodi pa pozoren na to kar je omenil RGorazd. Vse je zaradi vibracij treba dobro prilotat. Elektrolite - sploh ležeče oz. elemente z večjo maso je dobro prilepit z vročim lepilom ali silikonskim kitom. ) Bodi pa pozoren na to kar je omenil RGorazd. Vse je zaradi vibracij treba dobro prilotat. Elektrolite - sploh ležeče oz. elemente z večjo maso je dobro prilepit z vročim lepilom ali silikonskim kitom.
_________________
lp
Silvo |
|
| Nazaj na vrh |
|
|
Iztok
Član
Pridružen-a: Pet 08 Okt 2004 0:55
Prispevkov: 4974
Aktiv.: 20.99
Kraj: LJ
|
| Objavljeno: Sob Okt 29, 2005 11:24 am Naslov sporočila: |
|
|
Pred leti sem za tak namen naredil merjenje s pomočjo dveh induktivnih senzorjev ob zobatem kolesu. Ker je bil pomik izveden s "špindlom" na trapezni navoj, ki je imel korak 4mm/1obr. sem dal orodjarju izdelat kolešček z 40. zobmi, kar je omogočalo preciznost na 0.1 mm natančno. Tak dajalnik impulzov je bil potem montiran direkt na "špindlu", ki je dvigal in spuščal list žage. Ker ni bilo časa za izdelavo krmilja sem uporabil kar nek Omronov industrijski števec z LED displejem, ki je večji od LCDjev in bolj pregleden pri takem robustnem delu kot je žaganje hlodov. Zraven smo na hitro dodali še motor 0,18kW z frekvenčnim regulatorjem in tremi tipkami ( GOR, DOL in HITRO). V planu je bilo še krmiljenje z Simaticom po prednastavljenih vrednostih in avtomatska regulacija hitrosti pomika hloda (jakost pritiska lista v materijal - po domače "špon") ...
Ker je naročnika zadovoljil že digitalni prikaz debeline in ni prevelik pristaš avtomatike je stvar ostala v bolj osnovni varijanti.  Kasneje sem dodal le še eno tipko in zaustavitev motorja po pomiku za debelino, ki se je prednastavila v števcu. Po vsakem pritisku na to dodatno tipke je delavec ob novem odrezu deske postavil števec na prednastavljeno vrednost. Števec je potem preko releja vključil motor, ki se je po določenem številu impulzov zobatega kolesa ustavil. Kasneje sem dodal le še eno tipko in zaustavitev motorja po pomiku za debelino, ki se je prednastavila v števcu. Po vsakem pritisku na to dodatno tipke je delavec ob novem odrezu deske postavil števec na prednastavljeno vrednost. Števec je potem preko releja vključil motor, ki se je po določenem številu impulzov zobatega kolesa ustavil.
|
|
| Nazaj na vrh |
|
|
LoLek
Član
Pridružen-a: Sre 25 Feb 2004 12:46
Prispevkov: 343
Aktiv.: 1.45
|
| Objavljeno: Sob Okt 29, 2005 1:32 pm Naslov sporočila: |
|
|
Mi lahko malo bolj podrobno kdo razloži s kakšno skico merjenje z induktivnim stikalom. Predstavljam si zobato kolo in pa, da mora induktivno stikalo zaznati zob, v praksi pa ne vem točno kako bi izgledalo, ker še nikoli nisem delal z induktivnimi stikali.
Drugače pa bi za zdaj naredil samo avtomatski pomik debeline. Naredil bi tako, da po prvem rezu žaga na vsakem naslednjem začetku reza se spusti za željeno debelino. Debelino bi vnesel preko tastaure. To bi bilo za začetek. Nato bi se pa tudi lotil popolne avtomatizacije.
|
|
| Nazaj na vrh |
|
|
RGorazd
Član
Pridružen-a: Čet 20 Maj 2004 15:57
Prispevkov: 1714
Aktiv.: 7.23
Kraj: Ig
|
| Objavljeno: Sob Okt 29, 2005 3:36 pm Naslov sporočila: |
|
|
Živjo!
Sicer si tega ne znam najboljše predstavljati, ker v bistvu še nikoli nisem bil v nobeni žagi (tudi taki obstajamo), vendar če imaš zobnik, ter veš prestavno razmerje, potem ni težko ugotoviti, koliko mm predstavlja en obrat. Torej, imaš 2 induktivni stikali, ki sta med seboj razmaknjeni za 1 zob. Tako da ko je en zob na enem stikalu, je drugo stikalo v "zraku". Iz tega zaporedja lahko ugotoviš, v katero smer se zobnik vrti in ali bo stvar prištevala ali odštevala. Če ti en obrat predstavlja 10mm in imaž zobnik z 20 zobmi, potem ti en pemik predstavlja 0.5mm. Če pa malce skiciraš, kako in kaj, potem ti bomo znali pa še bolj svetovati.
LP Gorazd
_________________
.
._. _ _ ._. _.__. _|
[ (_](_)[ (_] /_(_]
._| |
|
| Nazaj na vrh |
|
|
LoLek
Član
Pridružen-a: Sre 25 Feb 2004 12:46
Prispevkov: 343
Aktiv.: 1.45
|
| Objavljeno: Sob Okt 29, 2005 4:58 pm Naslov sporočila: |
|
|
| Gorazd hvala. Zdaj mi je jasno. Kje bi dobil takšna induktivna stikala?
|
|
| Nazaj na vrh |
|
|
SimonS
Član

Pridružen-a: Čet 01 Jul 2004 11:18
Prispevkov: 4769
Aktiv.: 20.12
Kraj: Kobarid
|
| Objavljeno: Sob Okt 29, 2005 5:01 pm Naslov sporočila: |
|
|
Vecino novejsih (Philips zagotovo) uC ima industriski rang delovanja. Se pravi od -40 do +85 st.C, tako da tu ni problem. Klasicne merilne letve ti ne priporocam iz dveh razlogov. 1. predraga je za tvojo potrebo. 2. prah jo bo hitro zapacal. Moj predlog je, da uporabis magnetno letev. To je nekaj novega. Jaz sem jo videl pri firmi PS iz Logatca natancnost 0.1mm in neobcutliva na zunanje dejavnike. Lahko si uzames en enostavni rotacijski enkoder, ali pa kot je napisal Iztok. Senzorje za to dobis v kaksem avtu iz odpada (senzor ABSja, hitrosti, nekateri tudi na odmicni gredi...) lahko pa prosis Silico za kaksen vzorec. On je res dobra dusa
_________________
Lep dan
Simon |
|
| Nazaj na vrh |
|
|
Iztok
Član
Pridružen-a: Pet 08 Okt 2004 0:55
Prispevkov: 4974
Aktiv.: 20.99
Kraj: LJ
|
| Objavljeno: Sob Okt 29, 2005 5:22 pm Naslov sporočila: |
|
|
| RGorazd je napisal/a: |
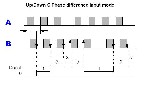
| ... Torej, imaš 2 induktivni stikali, ki sta med seboj razmaknjeni za 1 zob. Tako da ko je en zob na enem stikalu, je drugo stikalo v "zraku". |
Tukaj bi dodal majhno opozorilo. Ker je širina (kot) občutljivosti senzorja lahko drugačen od širine zoba je najboljše montirat senzorje tako, da ko je eden na sredini zoba drugi ravno pride na rob zoba ... se pravi je razmak med njima za pol širine zoba ne glede na širino presledka, ker nista vedno v enakem sorazmerju. Priporočljivo je tudi, da so zobje in še posebej presledki 2x širši od širine zaznavanja senzorja.
Primer prekrivanja signalov je v priponki.
| Opis: |
|
| Velikost datoteke: |
17.32 KB |
| Pogledana: |
50 krat |
|
|
|
| Nazaj na vrh |
|
|
RGorazd
Član
Pridružen-a: Čet 20 Maj 2004 15:57
Prispevkov: 1714
Aktiv.: 7.23
Kraj: Ig
|
| Objavljeno: Sob Okt 29, 2005 9:04 pm Naslov sporočila: |
|
|
Živjo!
Iztok, prav imaš. To se lahko zakomplicira, vendar so to že finese, ki se ponavadi nastavijo na koncu, oz. med samim testiranjem.
Lolek, nevem kako si si to stvar finančno zamislil. Induktivna stikala so tam okoli 10.000 do 20.000 SIT (industrijska) (IFM,Balluf,FSB,Omron...), če pa bi rad zadevo bolj poceni skupaj spravil, potem pa ti svetujem naslednje. Enkoder si naredi sam. Malce potrpežljivosti, mirne roke in delavniškega orodja, pa bi moral mehaniko skupaj spraviti. Vzameš CD, ga prerišeš na eno pločevino in jo izrežeš. Narišeš zobnik in spet izrežeš. Lahko je tudi kateri drugi material. Za senzor pa uporabiš LED diodo in fototranzistor (2x) in to je to. Podobno kot v miškah na kolešček. Stvar s škatlo zaščitiš pred prahom in žagovino.
LP Gorazd
_________________
.
._. _ _ ._. _.__. _|
[ (_](_)[ (_] /_(_]
._| |
|
| Nazaj na vrh |
|
|
.
Član
Pridružen-a: Pon 23 Avg 2004 16:16
Prispevkov: 16777190
Aktiv.: 70796.40
|
| Objavljeno: Ned Okt 30, 2005 10:26 am Naslov sporočila: Re: Merjenje pomika |
|
|
| Brisana vsebina odstranjenega uporabnika.
|
|
| Nazaj na vrh |
|
|
LoLek
Član
Pridružen-a: Sre 25 Feb 2004 12:46
Prispevkov: 343
Aktiv.: 1.45
|
| Objavljeno: Ned Okt 30, 2005 12:35 pm Naslov sporočila: |
|
|
| Vsem se najlepše zahvaljujem za odgovore. Stvar bi naj bila poceni in kar se da robustna. Najprej si moram natančno ogledati žago, potem pa se bom odločil.
|
|
| Nazaj na vrh |
|
|
Iztok
Član
Pridružen-a: Pet 08 Okt 2004 0:55
Prispevkov: 4974
Aktiv.: 20.99
Kraj: LJ
|
| Objavljeno: Ned Okt 30, 2005 1:27 pm Naslov sporočila: |
|
|
Sem se spomnil še ene varijante, ki sem jo sicer uporabil za shock senzor alarma v avtu, ker sem se hotel izognit nezanesljivi piezzo ploščici z utežjo in hkrati imeti direkt digitalno nastavljivo občutljivost alarma.
Uporabil sem mini inkrementalni dajalnik velikosti cca. 2 x 3 cm, ki sem ga dobil iz nekega starega tiskalnika (ne vem več katerega). Na en obrat je dal 1000 impulzov. Imel je tri signale: A, B in Zero. Vprašaj na kakšnem servisu tiskalnikov, če se dobi kaj podobnega.
|
|
| Nazaj na vrh |
|
|
LoLek
Član
Pridružen-a: Sre 25 Feb 2004 12:46
Prispevkov: 343
Aktiv.: 1.45
|
| Objavljeno: Pon Okt 31, 2005 11:31 am Naslov sporočila: |
|
|
Imam doma nekaj starih tiskalnikov, moram pogledati kaj je noter. Samo taki dajalnik bi moral zelo dobro zaščititi pred zunanjimi vplivi. Drugi problem pa je, da ob vključitvi žage ne bi vedel, kje se nahaja, ker moram vedeti za koliko je žaga dvignjena od izhodiščnega položaja, da lahko potem "žag majster" izračuna kakšne komade rezati.
Včeraj sem si bolje ogledal žago. Pomik ima izveden hidravlično in ne na vijak. So pa elektromagnetni ventili tako, da s tem ni problema. Stvar že ima eno induktivno stikalo na nekakšni uri pri kateri en kazalec nastaviš na želeno vrednost, ki se vrti sinhrono s pomikom, ko pride kazalec mimo induktivnega stikala se pomik izklopi. Težava pri vsej tej stvari je, da je zelo nenatančna in potem mora včasih še enkrat rezati.
|
|
| Nazaj na vrh |
|
|
LoLek
Član
Pridružen-a: Sre 25 Feb 2004 12:46
Prispevkov: 343
Aktiv.: 1.45
|
| Objavljeno: Pon Okt 31, 2005 11:41 am Naslov sporočila: |
|
|
MarE69 hvala za informacijo. Se najbolj nagibam k temu dajalniku na žico. Verjetno bi zadeva najbolje delala. Upam, da cene niso pretirane. Imel bi pa kar takšnega z analognim izhodom (je verjetno cenejši od onega z digitalnim), ker bi a/d pretvorbo naredil kar s PIC-om, ki ima dovolj veliko resolucijo.
Bom jih kontaktiral za katalog oz. cenik.
|
|
| Nazaj na vrh |
|
|
|
|
Ne, ne moreš dodajati novih tem v tem forumu
Ne, ne moreš odgovarjati na teme v tem forumu
Ne, ne moreš urejati svojih prispevkov v tem forumu
Ne, ne moreš brisati svojih prispevkov v tem forumu
Ne ne moreš glasovati v anketi v tem forumu
Ne, ne moreš pripeti datotek v tem forumu
Ne, ne moreš povleči datotek v tem forumu
|
Uptime: 495 dni
Powered by phpBB © 2001, 2005 phpBB Group
|


