|
www.elektronik.si
Forum o elektrotehniki in računalništvu
|
| Poglej prejšnjo temo :: Poglej naslednjo temo |
| Avtor |
Sporočilo |
galjotj
Član


Pridružen-a: Pet 02 Nov 2012 15:08
Prispevkov: 231
Aktiv.: 1.50
Kraj: Zgornji Brnik
|
 Objavljeno: Čet Maj 14, 2015 9:45 pm Naslov sporočila: Objavljeno: Čet Maj 14, 2015 9:45 pm Naslov sporočila: |
 |
|
@trot, tole bo izziv zate:
v HAL datoteki sem namesto
| Koda: |
#motion controller, get name and thread periods from ini file
loadrt [EMCMOT]EMCMOT servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES |
vpisal
| Koda: |
# motion controller, get name and thread periods from ini file
# trajectory planner
loadrt tp
loadrt [EMCMOT]EMCMOT servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES tp=tp kins=trivkins |
in sedaj konfiguracija deluje tudi na novejših Machinekit image-ih.
To sem našel s pomočjo image-a iz 1.Marca.2015, kjer je pri zagonu izpisalo napako.
Pri najnovejših image-ih LinuxCNC preprosto ponikne pri zagonu, brez da bi karkoli javil, česar tudi ne razumem  . .
LP
Janez
_________________
Pa sam programirat sem hotu! |
|
| Nazaj na vrh |
|
 |
trot
Član

Pridružen-a: Čet 18 Jan 2007 20:25
Prispevkov: 1282
Aktiv.: 5.70
Kraj: glej fogl
|
| Objavljeno: Pet Maj 15, 2015 8:11 pm Naslov sporočila: |
|
|
Tole pa ne bi vedel... vem da je bila debata na linuxcnc mailing listi, da delajo nov Trajektory Planner, ampak kot sem razumel je že vključen v obstoječega.
Lahko bi naredil kopijo tvoje SD kartice za BBB, in vsak, ki ga zanima, bi lahko imel kopijo nastavitev delujoče mašince.
Glede frekvenčnika mi pa ni jasno kaj kompliciraš. Ne vem zakaj ne realiziraš s pythonom... zgoraj imaš primer z 20 vrsticami kodice...
_________________
lp, Klemen |
|
| Nazaj na vrh |
|
|
galjotj
Član
Pridružen-a: Pet 02 Nov 2012 15:08
Prispevkov: 231
Aktiv.: 1.50
Kraj: Zgornji Brnik
|
| Objavljeno: Pet Maj 15, 2015 11:34 pm Naslov sporočila: |
|
|
BBBLinuxCNC slike kartice se mi ravno ne objavlja, ke je to reda velikosti 0,5G+ in ni ravno produktivno  . .
Kdor je zainteresiran, bo z nekim osnovnim znanjem Linux-a z lahkoto snel uradni image Machinekit (lokacija je bila že večkrat objavljena) ter uporabil mojo konfiguracijo, ki pa jo lahko večkrat objavim (nekajkrat sem jo že). Vsak mora toliko spoznati sistem, da ga lahko prilagaja lastni "železnini" in zahtevam.
Za nejasnosti, torej vprašanja, pa smo na voljo, saj zato pa je forum.
Zakaj vztrajam na c-jevskem driverju Hy_vfd (priloga)?
Zato, ker z njim lahko spravim v pogon ostalo nepreverjeno infrastrukturo in sem jo že  . .
BBBLinuxCNC normalno komunicira z VFD-jem, vendar brez problemov ne gre  . .
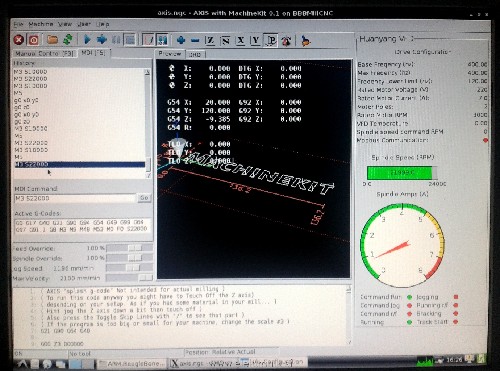
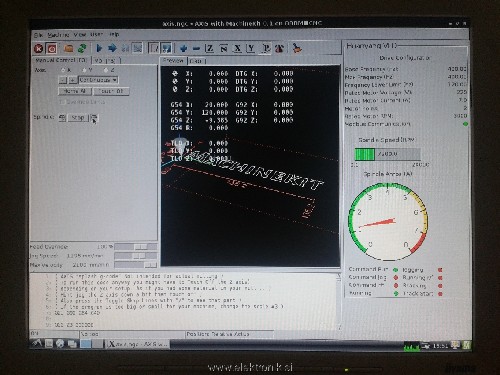
Težava je, ker mi ne nastavlja obratov špindla (RPM).
Sumim sicer na tole:
| Koda: |
# Note: spindle-cmd created by stepconf wizard
net spindle-cmd => spindle-vfd.speed-command |
Vprašanje, če tale spindle-cmd "nosi" od g-kode nastavljene obrate Sxxxxx 
Tako se špindel vrti z nastavljeno najnižjo dovoljeno hitrostjo (120Hz->7200RPM)
Janez
| Opis: |
|
| Velikost datoteke: |
1.02 MB |
| Pogledana: |
4 krat |
|
| Opis: |
|
| Velikost datoteke: |
920.45 KB |
| Pogledana: |
1 krat |

|
| Opis: |
|

Download |
| Ime datoteke: |
hy_vfd-linuxcnc2.5.zip |
| Velikost datoteke: |
56.89 KB |
| Downloadano: |
1 krat |
_________________
Pa sam programirat sem hotu! |
|
| Nazaj na vrh |
|
|
trot
Član
Pridružen-a: Čet 18 Jan 2007 20:25
Prispevkov: 1282
Aktiv.: 5.70
Kraj: glej fogl
|
| Objavljeno: Sob Maj 16, 2015 6:58 am Naslov sporočila: |
|
|
Kaj nosi spindle-cmd pa preveri: halcmd show sig/pin ali pa zazeni halmeter.
_________________
lp, Klemen |
|
| Nazaj na vrh |
|
|
galjotj
Član
Pridružen-a: Pet 02 Nov 2012 15:08
Prispevkov: 231
Aktiv.: 1.50
Kraj: Zgornji Brnik
|
| Objavljeno: Sob Maj 16, 2015 1:26 pm Naslov sporočila: |
|
|
"spindle-cmd" je vedno 0  . .
Bo treba najti ustrezno komando, ki vsebuje zahtevane RPM špindla
LP
Janez
_________________
Pa sam programirat sem hotu! |
|
| Nazaj na vrh |
|
|
trot
Član
Pridružen-a: Čet 18 Jan 2007 20:25
Prispevkov: 1282
Aktiv.: 5.70
Kraj: glej fogl
|
| Objavljeno: Sob Maj 16, 2015 3:49 pm Naslov sporočila: |
|
|
spindle-cmd pri tebi je predvidevam signal...in od kje pride, na kateri izhod je priključen. Prilepi kako imaš nastavljen hal, ker takole lahko samo ugibam.
Te signale za pogon vretena generira motion. Preveri vrednosti piniov:
motion.spindle-speed-out
motion.spindle-on
motion.spindle-forward
motion.spindle-reverse
Tile bi se morali odzivati na g-kodo.
LP, K
_________________
lp, Klemen |
|
| Nazaj na vrh |
|
|
galjotj
Član
Pridružen-a: Pet 02 Nov 2012 15:08
Prispevkov: 231
Aktiv.: 1.50
Kraj: Zgornji Brnik
|
|
| Nazaj na vrh |
|
|
galjotj
Član
Pridružen-a: Pet 02 Nov 2012 15:08
Prispevkov: 231
Aktiv.: 1.50
Kraj: Zgornji Brnik
|
| Objavljeno: Tor Maj 26, 2015 10:58 pm Naslov sporočila: |
|
|
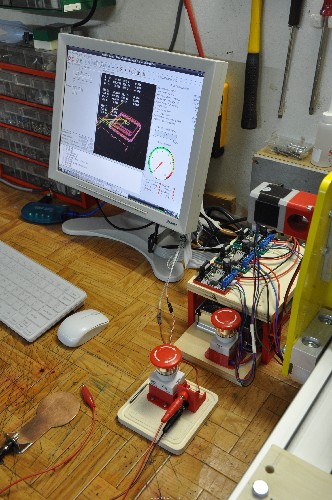
Le 1 mesec foumskega razvoja smo potrebovali, da je iz kombinacije BeagleBone Black-Machinekit-LinuxCNC nastal povsem operativen kontroler za CNC rezkalnik, kar se mi zdi presenetljivo hitro  . .
Glede na to, da gre za odprto-kodni modularni sistem, je še veliko možnosti za izboljšave in razširitve.
Objavljam pa zazipano trenutno konfiguracijo, v kateri so tudi kratka navodila za hitro implementacijo.
LP
Janez
| Opis: |
|
| Velikost datoteke: |
184.1 KB |
| Pogledana: |
2 krat |

|
| Opis: |
|
| Velikost datoteke: |
4.11 MB |
| Pogledana: |
14 krat |
|
| Opis: |
|
Download |
| Ime datoteke: |
linuxcnc.20May.LinuxZIP.OK.zip |
| Velikost datoteke: |
623.27 KB |
| Downloadano: |
3 krat |
_________________
Pa sam programirat sem hotu! |
|
| Nazaj na vrh |
|
|
|
|
Ne, ne moreš dodajati novih tem v tem forumu
Ne, ne moreš odgovarjati na teme v tem forumu
Ne, ne moreš urejati svojih prispevkov v tem forumu
Ne, ne moreš brisati svojih prispevkov v tem forumu
Ne ne moreš glasovati v anketi v tem forumu
Ne, ne moreš pripeti datotek v tem forumu
Ne, ne moreš povleči datotek v tem forumu
|
Uptime: 9 dni
Powered by phpBB © 2001, 2005 phpBB Group
|